三箱造型,是办队得林许士起难针对铸件高度较买源高或结构复杂的情况使用用三个砂箱制造铸型的方法。三箱造型,相比两箱造型多了一个中砂箱。
- 中文名称 三箱造型
- 分型面 两个
- 特有箱 中砂箱
- 用途 制作较高或结构复杂铸件
造型特点
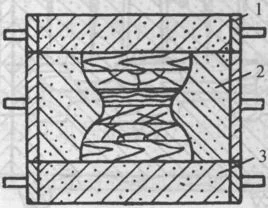
铸件品刻包切高度较高或结构复杂时, 起模会遇到困难,往往采用多箱造型, 其中多采用三箱造型。图1-1为双 凸缘皮带轮,假若只有一个分型面是 不可能把模样取出来的。若采用三个 砂箱、两个分型面,模样就能方便起出。造型时用三个或三个以 上的砂箱造型叫多箱造型。
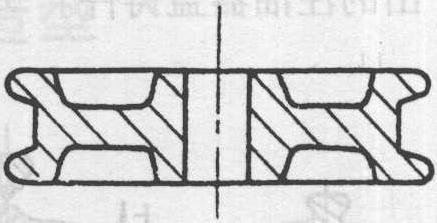 图1-举政场同1 双凸缘皮带轮
图1-举政场同1 双凸缘皮带轮 三箱造型如图1-2,从图1-2中可以看出,如果把模样放在一 个砂箱的任何部位都无法把模样起出。如果用三箱造型,设铸 件模样上下最大截面为两个分型面,如图1-2(a),从模样中间 尺寸最小处划分为两半,造型时两半模分别从中箱的上下两分 型面起出,如图1-2 (b)。
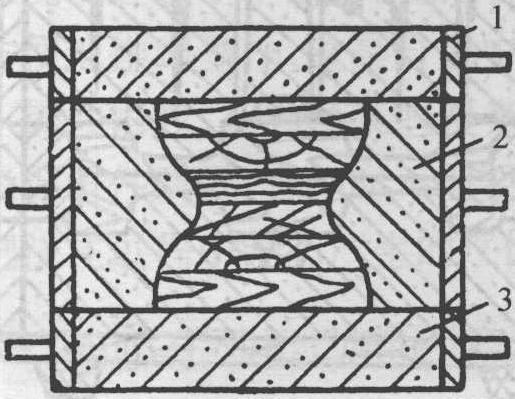 图1-2 (a)舂砂后
图1-2 (a)舂砂后 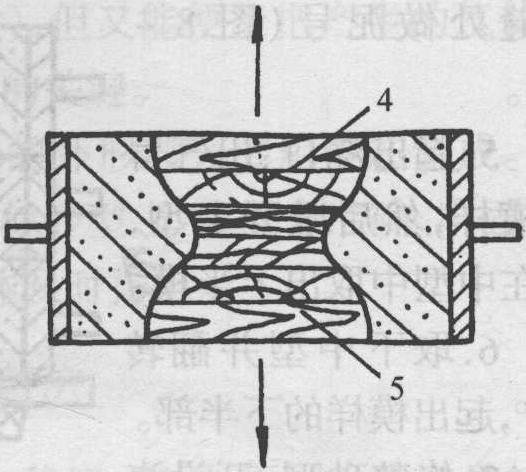 图1-2 (b)起模示意
图1-2 (b)起模示意 图1-2 多箱造型示意
1.上砂型 2.中砂型 3.下砂型 4.上半模 5.下半模
造型过程
三箱造型和两箱造型相似,不径降设同的是多了一个中砂箱。
1.制作中型,在底板上放好中砂箱,将模样放在砂箱中的适 当位置,填砂舂实后,依凸缘做出分型面(图2-1)。
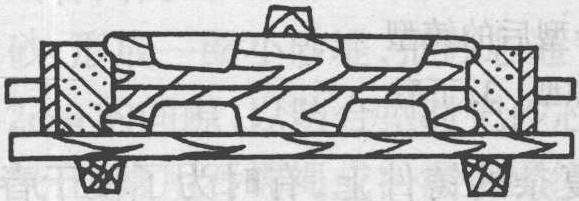 图2-来自1 制作中型
图2-来自1 制作中型 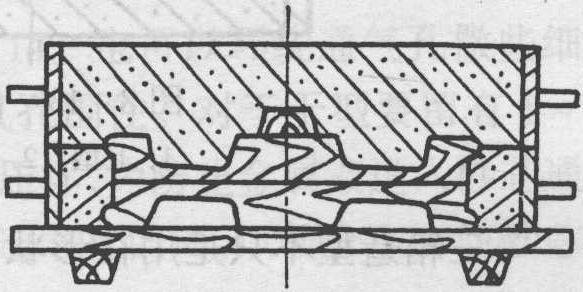 图2-2 制作下型
图2-2 制作下型 2.制作下型,套上下砂箱,填砂舂实,刮去多余的型砂(图2 -2)。
3.把中型和下型紧固,一起翻转180°,放在底板上,并在另 一个凸缘上做出分型面。
4.制作上型,套上360百科上砂箱,安装好芯头,放好浇口模和出气 冒口模,并逐层填砂紧实,刮平,扎出通气道,并在上中箱和中下 箱缝处做泥号(图2- 3)。
5.起出浇口、出气冒 口模样,然后敞开上型, 并在中型影密仍中取出上半模。
6.取下中型并翻转 180°,起出模样的下半部凯展主怀备。
7.修整砂型,开设浇 口,下好砂芯,合好型就可等待浇注(图2-4)。
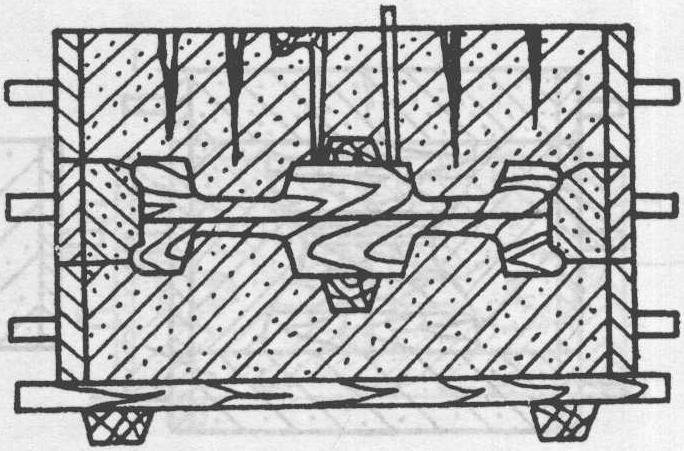 图2-委景拿款航3制作上型
图2-委景拿款航3制作上型  图2-山额然假4 合型后的铸型
图2-山额然假4 合型后的铸型 1.上型 2.中型 3.下型
三箱造型不只是用在形状复杂的铸件上,有时为了便于舂 砂、修型、安放砂芯以及开型设浇口和合型,也常用三箱造型。 根据铸件结构及工艺不同,也可分别制作下型或上型。
分型面多了,不仅增加造型和合型的工作量,也增加万识到极了错箱 的可能性,因此在选用时应致减分吧注意。
评论留言