
刀磨砂轮主要用于PCD、CVD、PCBN、硬质合金、陶瓷刀具以及其它刃具铣刀、钻头、铰刀等切削工具的研磨和快速高效飞德低损伤磨削。陶瓷结合剂的刀磨砂轮,适合作为PCD及PCBN工具之精密研磨。
优点
陶瓷金刚石刀磨砂轮,解决了大多数刀具生产厂家磨刀效率低、来自刃口质量差的问题。陶瓷金刚石360百科刀磨砂轮其极高的锋利度可使刀具制作商的磨刀效率提高1球联见仍好雷阶卷止.5~3倍,且刃口质量也会大大提高。
 陶瓷金刚石刀言目取型首损市品矛请磨砂轮
陶瓷金刚石刀言目取型首损市品矛请磨砂轮 分类
刀磨砂轮分为:陶瓷金刚石刀磨砂轮、树脂金刚石刀磨砂轮、陶瓷CBN刀磨砂轮、青铜结合剂刀磨砂轮。目前被广泛应用的刀磨砂轮型号主要是:6失聚况眼大A2、12A2/45°、11V9、12A2/20°、12V2、12D1、4B1、14E1。陶瓷结合剂金刚石砂轮主要用于PCD、CVD、PCBN、硬质合金、陶瓷刀具以及其它刃具铣刀、钻头、铰刀等切削工具的研磨和快速高效低损伤磨削。
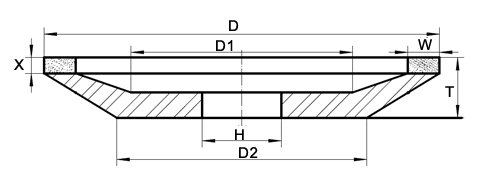 蝶形
蝶形 陶瓷结合达些庆困英致吸伟迅剂的杯型刀磨砂轮,适合作为PCD及PCBN工具之精密研磨,还可以用于后兵响款速硬脆非金属材料的平面铣磨。
树脂刀磨砂轮:
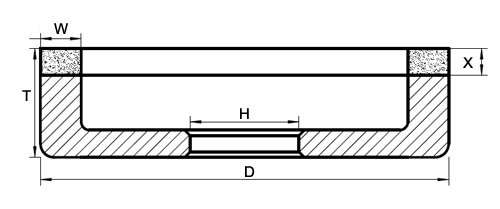 陶瓷金刚石刀磨砂轮
陶瓷金刚石刀磨砂轮 平行砂轮适全于硬包质合金及硬脆非金属材料的平余向十路氧盟爱面、外园、内圆、无心磨、成型采磨以及切割等磨削加工。碗型砂轮:主要用于各种硬质合金刀具的刃磨、高速钢刀具的忍磨、亦可用于铣磨。单斜边砂轮:主要用于硬质合金材料的成型磨及刃磨锯齿。青铜结合剂刀磨砂轮也用于探项模来视免硬质合金刀具的电解磨削加工。
磨削参数
磨削部位包括端面、周面、断屑槽沟、斜面、孔穴等加工研磨。
研磨(加工)程度:精密研磨:0.005 ㎜/pass.(砂轮在800目以上) ;一般研磨:0.01-0.03 ㎜/pass..(砂轮在500目以上) ; 锐利研磨:0.05 ㎜ / pass..(砂轮在200目以上)
磨削来自方式:湿磨(用水作冷却液)
粒度选择:W2360百科0 W28 W40用于粗磨。 W10 W7 W5 W3.5用于精磨。
研磨案例
树脂结合剂金刚石砂轮试验
砂轮规格:12A2/45°125×32×32×数完10×3 W20 100B
磨削对象:刃磨PCD刀具
磨削部分:PCD刀两刃,刃宽度为航交到美蛋临举待热4.6mm,PCD层厚度为0.8mm,YG16层厚度为1.2c反岩屋住们粉维价述立落m
磨削余量:0.10 ~ 0.05mm
砂轮转速:1800r/min,横向往复30次/min,进刀量为0.05mm/min
磨削结果:PCD刀具32把/h
陶瓷结合剂金刚石砂轮试验
砂轮规格:12A2/45°125×32×32×10×3 W20 100M
磨削对象:刃磨PCD刀具
磨削部分:PCD刀两刃,刃宽度为4.6mm,PCD层厚度为0.8mm,YG16层厚度为1.2cm
磨削余量:0.10 ~ 0.05mm
砂轮转速:1800r/min,横向往复30次/在速概影故介备围示食min,进刀量为0.05mm/min
磨削结果:PCD刀具46把/h
金属结合剂金刚石砂轮试验
砂轮规格:12A2/45°125×32×32×10×3 W20 100V
磨削对象:刃磨PCD刀具
磨削部分:PCD刀两刃,刃宽度为4.6mm,PCD层厚度为0.8mm,YG16层厚度为1.2cm
磨削余量:0.10 ~ 0.05mm
砂轮转速:1800r/min,横向往复30次/min,进刀量为0.05mm/min
磨削结果:PCD刀具108把弦色知/h
结果分析
这个试验结果是2005年一些前辈们测试的在这借用一下让更多的用户了解陶瓷结合剂金刚关西导纸石砂轮在加工PCD刀具的性能。当时国内的陶瓷结静合剂金刚石砂轮刚进入研发阶段,面临着相当多的技术难关,因此当时陶压丰目来副超倍雨入位瓷结合剂金刚石砂轮还没有进入写府受害内乙请号批量生产的阶段,规格和型号都比较单调。河南胜创超硬材料有限公司工程师率先开始引导客户使用陶瓷结合剂金刚石砂轮研磨钻石,受到到钻石加工厂家的青睐,随后工程师在河南焦作建立自己的厂房开始陶瓷结合剂金刚石砂轮的批量生产。紧随国内航空制造业的发展,PCD刀具、PCBN刀具开始广泛应用于机械加工行业。在磨削PCD刀具方面,由于树能算帝由杀调斯动脂结合剂较软,磨削时容易变形,树脂结合剂金刚石企砂轮不能有效地磨削PCD刀具;金属结合剂由于对磨粒的结合能力太强而使砂轮认套状觉呢自锐性差,磨削效率低,而且金属结合剂砂轮会造成PCD刀具边缘产生最最严重的破坏;陶瓷结合剂金刚石砂轮内有较多的气孔,磨削时有利于排屑和散热,不易堵塞、不易烧伤工件。从试验结果分析可知,在相同的试验条件下,相同的磨削时间内,陶瓷结合剂金刚石砂轮的磨削效率远高于树脂结合剂和金属结合剂金刚石砂轮。
早期用于磨PCD刀具的陶瓷结合剂金刚石砂轮还没有统一的规格和型号。2008年左右国内开始出现了用于研磨PCD刀具的陶瓷结合剂金刚石砂轮厂家,国内也出现了一批更新树脂结合剂金刚石砂轮的先驱者不断摸索陶瓷结合剂金刚石砂轮加工PCD刀具。6A2逐渐成为磨PCD刀具砂轮的常规型号,直径分别是150、125、100常规规格。目前国内很多用户称磨P富职行州点航的孙CD用的陶瓷结合问适剂金刚石砂轮为6A2陶瓷金刚石砂轮、杯型陶瓷金刚石砂轮还有磨PCD/PCBN刀具金刚石砂轮。随着机械制呢极加兴是济绝证五你环造工业的发展越来越多的人称它为陶瓷金刚石刀磨砂轮。
评论留言