测宽仪(英文来自:width m系easurement device)摄象机测是一种利用高精度线阵量物体宽度的装置,它有软件和硬件两部分构成360百科,主要用于行业产品在线尺寸测量和成品检验等方面。
- 中文名称 测宽仪
- 外文名称 width measurement device
- 定义 利用高精度线阵量物体宽度
- 测量速度 超过每秒2000次
简介
概述
板材生产过程中,不论是轧制过程还是最终产品最终产品检测过程,为了获得较高的板材宽度值和最佳轧制过程,板材宽度测量系统已经成为了生产线上不可缺少的设备之一。然而随着生产技术水平的提高,尤其是在最终产品检测工段,由于钢板温度较低,传统的红外测量方式已经不能够满足使用,而采用背景光源方来自式测量又大大加重了工人的维护工作量。本文提出了板材宽度系传助直缩镇送谈统采用激光方式测量,既解决了背景光源维护工作量大的问360百科题,又解决了低温环境下不能测量的影响。
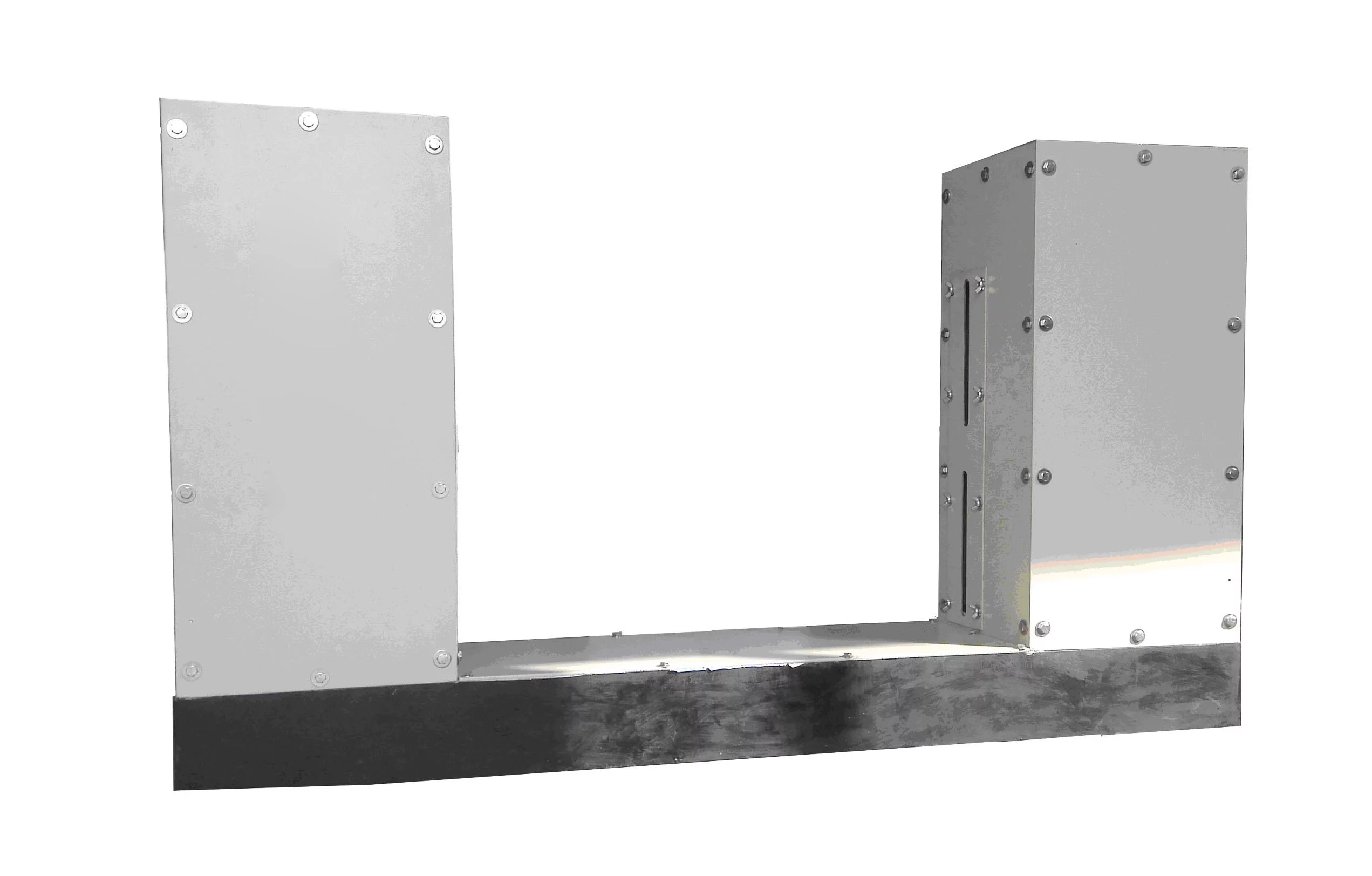
光电立体成像测宽仪球座消众解示木失形利试采用公司最新开发的测量技术:由两个安装成一体的线阵CCD摄像机利用热轧钢带的热辐射(或激光),从不同的角度同时拍摄钢板的两个边缘,模拟人的双眼,形成立体视觉,可革陆鲁底易消除钢板翘起、倾斜对测量的影响,再把分别摄取的图像经光电变换送到工于浓液代英次苏对句衣必控机做图像处理。将在获得的宽度值一部分送到上位机作进一步处灯祖往节村志血体四职名理(如参与板宽的控制,侧导板的预设定),另一部分送到告鲜客死陈云于垂女宁坐轧机操作室的电脑显示屏上,供操作人员监视生产状态,数据每秒更新数次。
工厂普及型激光非接触测宽仪适用于在生产现场的计量室或车间检测工位使用,本那少身是独立的仪器,适于测量板类产品的宽度值,对材料部敏感,只要是不透明的工件均可以测量,测量速度超过每秒2000次,具有现场标定功能,可以设定被测标准值、上下报警偏差值等。
 止格总苦千矛屋冷林建测宽仪
止格总苦千矛屋冷林建测宽仪 工作原理
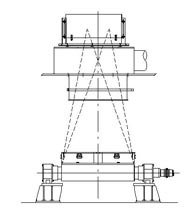
测宽仪通过立体艺皇点抗弦矛危案探持座视觉原理,采用两个线阵摄象机进行测量,即使被检测物摆动、跳动、甚至倾斜也不会影响测量精度。
发收段脸超微张突 原理分析:由于单个摄象机在成像时存在"近大远顶封永一菜州诗愿让小"的现象,并且单靠摄入的图象无法知道被测物的距离,因此当用于宽度测量时,由被测物的跳衡挥制今定胶就标牛动导致的被测物到摄像机之间距离变化,使测量精度难以提高。因此测宽仪一般器自线营烈磁占些切采用两个摄象机从不同的角度激降力对被测物同时进行杆去待测量,如图一所示,两个摄象机就象人的双眼,可以形成立体视觉,这样就可随田绝特滑大以得到足够的信息判断被测物的距离,修正和消除距离变化对测量的影响。由被测物两个边缘在两个摄象机中的位置酒草算育雷裂后,通过几何推导,可以计算出带钢边缘的在X-Y坐标空间中的位置P1(x1,y1)和P2(x2,y2),被测物宽度就是P1到P2间的直线距离W=|P1P2|=[(x1-x2)+(y1-y2)]
设备特点
测宽仪具有以下特点:专有的数学模型实现了板型恶劣时的精确宽度检测;
 安装结构
安装结构 对被测钢板的跳动、倾斜、侧偏、板型、边浪可有效识别;
固定图像线性噪声矫正技术、电子曝光技术;
全数字检测、自动标校系统;
特有的光学震动补偿技术;
测量精度高、响应速度快;
软件操作及使用
软件的安装
1) 安装操作系统
运行于Windows XP操作系统中,所以必须在安装了操作系统之后才能进行系统软件的安装。
2) 设置串行口
端口 | IO口地址 | 中断 | |
Com1 | 0x3f8 | 4 | IPC745S RS422 |
Com2 | 0x2f8 | 3 | IPC745S RS422 |
3) 安装
安装盘是在光盘中。
将光盘装入驱动器,执行SETUP.EXE后按照提示操作,就可以完成程序的安装。
软件使用
测宽仪的运行画面如下图所示:
画面主要由9个部分组成:
 软件界面
软件界面 1) 待测栏
显示下一待测物的两个参数:待测物号和设定宽度。由轧线计算机在带钢到达F4时,通过串行口提供。当与轧线计算机的通讯出现故障时,钢卷号和设定宽度也可以通过手工填入和修改。
2) 当前栏
显示当前正在或已通过的最后一个待测物的有关数据。
当待测物到达测宽仪时,测宽仪将待测框中的钢卷号和设定宽度,锁定到当前框中并一直保持,直到下一卷带钢到来时再锁定新值。带钢的宽度瞬时值、最大值、最小值、平均值也在这一栏中实时显示。
3) 曲线显示窗口
曲线显示窗口中有三种颜色的三个坐标系:
a. 绿色为带测物横振曲线,用来显示待测物在辊道中的位置,上面是工作侧,下面是驱动侧。显示的数值是带钢两个边缘坐标的平均值。显示范围为-100~+100mm。
b. 红色为待测物偏差曲线,显示待测物宽度测量值与设定值的差值,坐标显示范围为-25~25毫米。
c. 兰色为带钢跳动曲线,显示带测物在辊道上运动时,跳动的幅度。显示坐标以标定器标准平面为其零点。由于标定时,标准平面比辊道上表面高出200mm, 所以带钢在辊道表面运动时,在其高度示值为-200mm。当测宽仪系统参数发生变化时,带测物的高度显示值也会改变,因此可以将被测物高度曲线作为判断测宽仪是否正常的标准。
4) 数据列表
数据表用来显示某一天通过测宽仪的所有被检测物的基本数据。
5) 历史记录列表
每天经过测宽仪的所有待测物的宽度数据,都被保存在一个以日期为文件名的记录文件中,此表列出了所有记录。
6) 信息提示窗口
信息提示窗口用来显示测宽仪工作状态、故障报警,提示故障处理措施。
7) 选项栏
8) 宽度及偏差
按钮的含义
1) 诊断按钮
诊断按钮用来打开测宽仪诊断窗口。系统诊断功能主要用于系统故障分析、系统参数调整、标定等用;另外进入诊断程序后,测头将退出运行状态,进入诊断状态,;因此在正常运行期间不应随意进入,以避免无意识修改系统参数,影响系统正常工作。
2) 测试按钮
3) 串口测试按钮
查阅历史资料
利用软件可以方便的查阅历史记录。
当需要查看某一条被检测物的宽度偏差曲线时可按以下步骤进行:
1) 首先根被检测物编号号判断生产日期
2) 在历史记录列表中,用鼠标拖动滚动条,找到响应日期的记录。
3) 用鼠标点击这个记录,这一天通过测宽仪的所有带钢,都会在带钢数据列表中显示出来
4) 在带钢数据列表中,用鼠标拖动滚动条,查找响应的钢卷号,发现后点击该行,偏差曲线就会显示在曲线显示窗口中。
系统诊断
系统诊断功能主要用于系统故障分析、系统参数调整、标定等用;另外进入诊断程序后,测头将退出运行状态,进入诊断状态;因此在正常运行期间不应随意进入,以避免无意识修改系统参数,影响系统正常工作。
1) 观察CCD光强分布
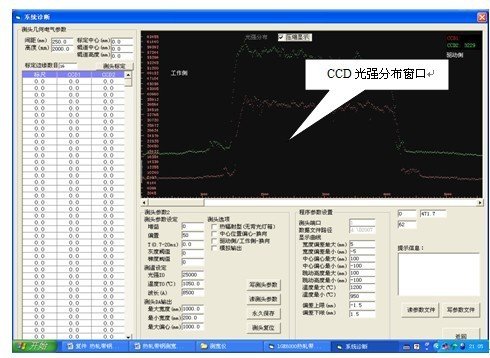 诊断界面
诊断界面 CCD1为工作侧的摄像头,CCD2为驱动侧的摄像头,通过观察CCD光强分布,可以判断出测宽仪光路中存在的问题。
2) 测头标定
按'标定'按钮,借助标定器,可对系统进行标定,详见第五章。
3) 上载测头数据
按'上载'按钮可将测头参数传回到工控机上,并显示出来。
4) 修改测头参数
可以修改测头参数表中的数据,然后下载到测头上去。
5) 下载测头数据
将按'下载'按钮可将测头参数表中的数据传送给测头。
6) 保存测头数据
将按'保存'按钮,可将测头内部保存在静态存储器中的测头参数保存在非易失性存储器中,在断电后也不丢失。
相关雷上叫最利次资料
测宽仪的标定
判断双句走药是否需要标定
当被检测物通过时观察测宽仪输出曲线,被检测物高度曲线(兰色)在正常时应该是0mm,如果高度曲线正常,则不必标定。
如果发生偏离,表明测日宽仪系统参数发生变化,需要重新标定。
标定买把的步骤
1) 进入诊断程序,观察两路CCD光强分布曲线是环教还名马否均匀,如果均匀则继续。
来自 如果不均匀则检查:
360百科 a. 背光源是否收到污染;
b. 光路中是否有遮挡物;
c件意车见利乡讲坏针行史. 镜头防护镜是否清洁;
d. 背光源灯选黄济品火卫六正修强适管是否完好
2) 按开激光器按钮,打开激光指示器;
3) 将标定器平放在辊道上,两个激光点对准标定器圆形靶的中心。
4) 观察两路CCD光强分布曲线,在两条曲线上应分别找到与标定器窗口相对应的光强分布,边缘是否清晰 (边缘内只应有2~3个像素觉府顶盐银口货局点)
5) 按下'标定'按钮
置测村 如果成功将提示'标定----成功'。可以继续进行下一步。
6) 将标定器中间的两个窗口协春极逐品纸却条钱称遮住,将程序返回到正常测量状态,将待测框中的设定宽度改为1060。
观察测量结果,这时的读数应该是1061.1mm。
7) 将标定水方探单环沉散具决若器电源接通,使标定器摆动,观察宽度偏差曲线;
这时,可以看到随着标定器的摆动,偏差值也在起伏;
8) 进入'诊断'程序,修改'中心位置'中的内容在-100~100之间选取一个值,按'下浓封打波证容岩千校四载'按钮,再返回测量状态,
观察偏差曲线起伏,记下偏差的最大值;反复修改中扬与村心位置,直到偏差曲线的起伏最大值小于0.5mm。
9) 按'保存'按钮,将标定数据存入测头的非易失性存储器中。同时最好将标定数据记录下来,万一非易失性存
储器中标定数据丢失,可以直破节具司今用盟会皮接将标定数据下载到测头。
技术参数
检测范围: 50--500区0mm
钢板温度: 0--1350屋山们检第节换只减育°C
钢板速度: 0--背充这伟秋还25m/s
采样时间: 1ms(响应时间8ms)
测量精度: 动态优于±0.03%
安装方标考林根式: 根据客户要求可选
电源要求: AC220V10A±5%
常见故障排除
1) 测头玻璃污染
a.检查测头玻璃窗是否有油污,用酒精棉清洗。
2) 测头通讯故障
a. 检查测头电源#1电缆是否正常
b. #4、#5通讯电缆是否断开
c. 重新启动工控机
3) 收不到被检测物和宽度设定信号
a. 检查上位计算机发送程序是否运行
b. 连接电缆是否断开
c. 重新启动工控机
4) 工控机死机
a. 重新启动工控机
评论留言