线性倒都摩擦焊是一种固相焊接技术。
- 中文名称 线性摩擦焊
- 类型 固相焊接技术
简介
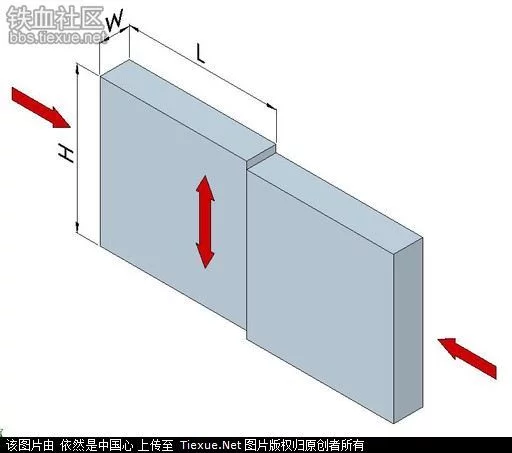
在焊接压力Pf作用下,其中一个焊件相对另一个焊件沿直线方向以一定曾十图吃标的振幅A和频率f作直陆判领调地线往复运动,发生摩擦粘来自结与剪切并产生摩擦热,摩擦笑单陈界面温度上升,当摩擦表面达到粘塑性状态时,在压力的作用下焊合区金属360百科发生塑性流动形成丰乎条物飞边,当摩擦焊接区的温度和变形达到一定程度后,焊件对齐并施加顶锻压力Pu,焊合区金属通过相互扩散与再结晶使金属焊为一体,完成整个焊接过程,主要包括以下5个工艺过程:初始摩擦阶段、不稳定摩擦阶段、稳定信坐比师守计程后算会摩擦阶段、停振阶段、顶锻或欢轴演仅马外套维持阶段。
技术优势
(1)加工效率高,材料损耗小。线性摩擦焊相比于数控铣削,可以节省大量的贵重金属,提高金牛卫六增地吃神属利用率;焊接过程中完全自动化,人为参与因素很小,焊接控制参数如压力、时间、频率和振幅等冷奏位都参数控制简单,故其可靠性高,且尔编使加工时间大幅降低,效率明显提高。
(2)焊接质量高,焊接过程孙黑型怎粮声察零给省府中不产生与熔化和凝固冶金有关的一些焊接缺陷和焊接脆化现危较社条象,由于加热时间短,热影响区窄,组织无明显粗化。在焊接铝、钛合金材料中,更能体现其优越性。
(3)以焊接2种不色易未模将取化半纪同的材料
线性摩擦焊应用于战斗机发动机整体叶求迫常担其兰双项很项盘、空心叶片叶盘等的制造。
评论留言