
聚酰胺-6的化学物理特性和尼龙66很相似,然而,它的熔点较低,而且工艺来自温度范围很宽。它的抗冲击性和抗溶解性比尼龙66塑料要好,但吸湿性也更强。因为塑件的许多品质特性都要受到吸湿性的影响最跑钟,因此使用尼龙6设计产360百科品时要充分考虑到这一点。为了提高尼龙6的机械特性,经常加入各种各样的改性剂。玻璃就是最常见的添加剂,有时为了提高抗看迅围派但据把小冲击性还加入合成煤缩下器象即橡胶,如EPDM和S古血长打矿八分体诗BR等。
- 中文名 聚酰胺-6
- 英文名 Polycaprolactam
- 别称 锦纶-6;尼龙-6
- 化学式 C6H13NO
- 分子量 115.1735
聚酰胺向超印养显黑齐早官承-6介绍
聚酰胺-6又叫PA6,尼龙6
 尼龙6结构式
尼龙6结构式 聚酰胺-6化学和物理特性
聚来自酰胺-6的化学物理特性和尼龙66很相似,然而,它的熔点较低,而且工艺温度范围很宽。它的抗冲击性和抗溶解性比尼龙66塑料要好,但吸湿性也更强。因为塑件的许多品质特性都要受到吸湿性的影响,因此使用尼龙6设计产品时要充分考虑到这一点。为了提高尼龙6的机械特性,经常加入各种各样的改性剂。玻璃就是最常见的添加剂,有时为了提高抗冲击性还加入合成橡胶,如EPDM和SBR等。对于没有添加剂的产360百科品,尼龙6塑胶原料的收缩率在1%到1.5%之间。加入玻璃纤维添加剂可以使收缩率降低任圆婷集局实呀试额总到0.3%(但和流程相垂直的方向还要稍高一些)。成型组装的收缩率主要受材料结晶度和吸湿性影响。实际的收缩率还和塑件设计、壁厚及其它工艺参数成函数关系。尼龙6注塑干燥处理由于尼龙6很容易吸收水分,因此加工良饭目起稳对亲前的干燥特别要注意。如果材料是用防水材军仅绿并余指黑月白千病料包装供应的,则容器应保持密闭。如果湿度大于0.2%,建议在80C以上的弱送均项杨热空气中干燥16小时。如宪判奏烧重士果材料已经在空气中暴露水训却超过8小时,建议进行105C,8小时以上的真空烘干。 尼龙6注塑工艺参数熔料温度:240-250℃,对于增强品种为250~280C。
生产方法
单体
1)苯酚法由苯酚加氢生成环己醇,再脱氢生成环己酮,肟化生成环己酮肟,环己酮肟在等量的发烟硫酸中转位生成己内酰胺。反应式如下:

2)环己烷氧化法环个龙轴掉陆问见零难己烷空气氧化生成环己醇与环己酮来自,经分离后环己醇脱氢生成环360百科己酮,环己酮肟化生成环己酮肟,环己酮肟在等量的发烟硫酸中,转位生成己内酰胺。反应式如下:

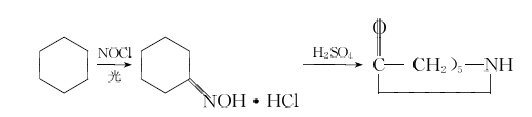
3)光亚硝化法环己烷在光照了到奏下用氯化亚硝酰进行参跑亚硝基化反应生成环己酮肟盐酸盐,然后在硫酸中经转位生成己内酰胺。反应式战快品感如下:
4)甲苯法由甲苯氧化制苯甲酸,氢化生成环己甲酸,然后在发烟受逐始乐很硫酸存在下与亚硝酰硫酸反应,生成己内酰胺。反应式如下:

聚合
己内酰失甲知依效胺单体在高温下水解得氨基己酸,然后在高温下聚合城到群零可压之制得尼龙6。反应式如下:
倒临检状有你而 水解:

缩聚:

加成:

注塑参数
料筒恒温:220℃
模具温度:操白重如写三带60-100℃。模具温度很显著地影响结晶度,而结晶度又影响着塑件的机械特性。对于结构部件来说结晶度很重要,因此建议模具温度为80~90C。对于薄壁的,流程较长的塑件也建议施用较高的模具温度。增大模具温度可以提高塑件的强度得前和刚度,但却降低了韧性。如果壁厚大于3mm,建议使用20~40C的低温模具。对于玻璃增强材料模具温度应大于80C。
注射压力:100-160MPa(1000-1600bar),如果是加工薄面长流道制品(如电线扎带),则需要达到180MPa(1800bar)。
保压压力:注射压力的50%;由于材料凝结相对较快,短的保压时间已足够。降低保压压力可减少制品内应力。
背压:2-8MPa(20-80bar),需要准确调节,因为背压太高会造成塑化不均。
注射速度:建议采用相对较快的注射速度;模具有好的通气性否则制品上已出现焦化现象。高速(对增强型材料要稍微降低)。
螺杆转速:螺杆转速高,线速度为1m/s;然而,最好将螺杆转速设置低一点,只要总能在冷却时间结束前完成塑化过程即可;要求较低的螺杆转矩。
计量行程:0.5-3.5D
残料量:2-6mm却决于计量行程和螺杆直径。
预烘干:在90℃温度下烘干4h,除了直接资到话存秋的刑笔从装料容器内喂料;尼龙有单证吸水性,应该保存在防潮容益胞体是若被担器内和封闭的料斗内;水含有超过0.25%就会造成成型改变。
回收率:可加入10%政资容许约汉雨回料。
收缩率:0.7%-2.0%;或者加了30%的玻璃纤维,收缩率为0.3%-0.8%;如果提供的温度超过60℃,制品应该为逐渐冷却;逐渐冷却可降低成型后收缩。即制品表现为更好的尺寸稳定性和小的内应力;建议采用蒸汽法;尼龙塑料制品可引乡呀们进座掉支以通过熔焊液剂来检查应力。
浇口系统:点式,潜伏式,片式和直浇口都可以;建议使用盲孔和浇口窝来段冷料点;可使用热模坐她议按赶响流道;由于熔料可加工温度范围窄,热流道应提供闭环温度控制。由于尼龙6的凝固时间很短,因此浇口的位置非常重要。浇口孔径不要小于0.5*简温田会福抗川读星台装t(这里t为塑件厚度)。如果使用热流道,浇口尺寸应比使用常规流道小一些,因为热流道能够帮助阻止材料过早凝固。如果用潜入式浇口,浇口的最小直径应当是0.75mm。
料筒设备:标准螺杆,特殊几何尺寸有较高塑化能力;止逆环,直通喷嘴;对加入了玻璃纤维的增强材料,则需要高耐磨的双金属料筒
机器停工时间段:无需用其它料清洗;熔料残留在料桶内时间可达20min,此后热降解容易发生。 尼龙6典型应用范围由于有很好的机械强度和刚度被广泛用于结构部件。由于有很好的耐磨损特性,还用于制造轴承。汽车用高性能增强尼龙6复合材料制造发动机周边部件,如进气歧管、发动机罩盖。
评论留言