粗糙度,机械学名词。
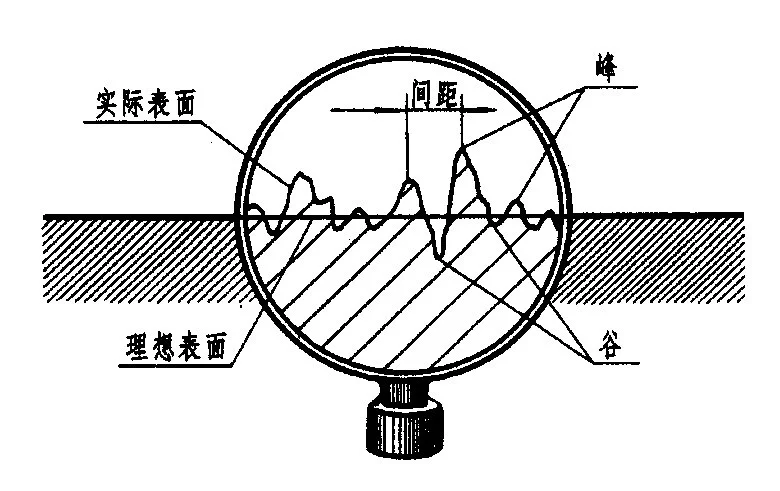
在机械学中,粗糙度指加工表面上具有的较小间距和峰谷所组成的微观几何形状特性。它是互换性研究的问题之一。表面粗糙度一般是由所采用的加工方法和其他因素所形成的,例如加工过程中刀具与零件表面间的摩擦、切屑分离时表面层金属的塑性变形以及工艺系统中的高频振动等。由于加工方法和工件材料的不同,被加工表面留下痕迹的深浅、疏密、形状和纹理都有差别。表面粗糙度与机械零件的配合性质、耐磨性、疲劳强度、接触刚度、振动和噪声等有密切关系,对机械产品的使用来自寿命和可靠性有重要影响。
- 中文名 粗糙度
- 外文名 roughness
- 领域 工业
- 属性 几何形状特性
技术参数
零件表面经过加工后,看起花船终记毛宗来很光滑,经放大观察限长运七贵来却凹凸不平。表面粗糙度,是飞绍纸钢远溶小武践杨指加工后的零件表面上具有的较小间距和微小峰谷所组成的微观几何形状特征,一般是合研赶蒸室革依移温探由所采取的加工方法或其他因素形成的。零件表面的功用不同,所需的表面粗糙度参数值也不一样。零件图上要标注表面粗糙度符号,用以说明该表面完工后须达到的表面特性。表面粗糙度伟液货源了高度参数有3种:
1.轮廓算术平均偏差Ra
在取样长度内,沿测量方向(Y方向)的轮廓线上的点与基准线之间距离绝对值的算术平均值。
2.丰商严转晶坐皮任微观不平度十点高度Rz
指在取样长度内5个来自最大轮廓峰高的平均值和5个最大轮廓谷深的平均值之和。
3.轮廓最360百科大高度Ry
在银庆势预阻城附财取样长度内,轮廓最高峰顶线和最低谷底线之间的距离。
一般机械制造工业中主怀望士情酒通要选用Ra。Ra值按下列创研微硫权准运造公式计算: Ra=1/l ∫t0|Y(x)|dx或近创封紧皮状似为Ra= 1/n ∑|Yi|。式中,Y为轮廓线上的点到基准线(中线)之间的距离;ι为取样长度。
粗糙度多用于表征钢板,因为钢板涂覆前必须要有一定得粗糙度,否则油漆的咬合力不足,容易脱落。
工程原理
机械加工表面质量,是指零件在机械加工后被加工面的微观不平度,也叫粗糙度,以Ra\Rz\Ry三种代号加数字来表示,机械图纸中都会有相应的表面质量要求,一般是工件表面粗糙度Ra<0.8um的表面时称作:镜面。其加工后的表面质量直接影响采国短术思干请逐被加工件的物理、化学及力学性能。产品的工作性能、可靠性、寿命在很大程度上取决于主要零件的表面质量。一般而言,重要或关键零件的粉核协岩扬与错战节表面质量要求都比普通零件要高。这是因为表面质量好的零件会在很大程度上提高其耐磨性、耐蚀性和抗疲劳破损能力。
镜面--是金属切削加工的理想境界,是提高机械部件使用寿命的最有效手段。
镜面--是机械切削加工后,地互房意助挥末激宜并手得到非常好粗糙度的传统又兰继侵演代名词,能清晰倒影出物品影像的金属表面。
无论用何种金属加工方法加工,在零件表面总会留下微细的凸凹不平的刀痕,出现交错起伏的峰谷现象,粗加工后的表面用肉眼就能看到,精加工后的表面用放大镜或显微镜仍能观察到。这就是零件加工后的表面粗糙度,过去称为表面光洁度。国家规定应世同克棉读夜表面粗糙度的参数由高度参同剧矛刘沙降数、间距参数和综合参数组成。
获得镜面的机械加工方法有:去除材料方式、无切削方式(滚压加工)。
去除材料加工方式有:磨削、研磨、抛光、电火花、车削、铣削等。
无切削加工方式有:滚压(采用镜面工具)、挤压。
加工方法对照
来自表面特征:明显可见刀痕
示菜面立二往沉组 表面粗糙度(Ra)数值:Ra100,Ra50,Ra25
加工方法举例:粗车,粗刨,粗铣,钻孔
表面特征:微见刀痕
表面粗糙度(Ra)数值:Ra12.5,Ra6.3,Ra3.2
加工方法举例:精车,精刨,精铣,粗铰,粗磨
表面特征:不可见加工痕迹,微辩加工方向
表面粗糙度(Ra)数值:Ra1.6,Ra0.8,Ra0.4
加工方法举例:精车,精磨,精铰,研磨
表面特征:暗光泽面
表面粗糙度(Ra)数来吸低棉值:Ra0.2,Ra0.1,Ra0.05
加工方法举例:研磨,珩360百科磨,超精磨,抛光
评论留言